
[vc_row][vc_column][vc_column_text]مقدمه:
كنترل ارتفاع پلاسما مارك JIONO داراي منبع تغذيه و مقسم ولتاژ ايزوله نوري میباشد که در خود کنترل ارتفاع تعبیه شده است که نصب و سيمكشي آن را بسته به هر مدل از دستگاه سی ان سی راحت تر کرده است. همچنين طراحي كنترل ارتفاع و سيمكشي آن به گونه اي برنامه ريزي شده است كه در صورت خاموش نمودن كنترل ارتفاع با كليد موجود در پشت دستگاه يا كليد Auto Enable در جلوي دستگاه سيستم به صورت خودكار از مدار عملكرد دستگاه سي ان سي خارج ميشود و اپراتور دستگاه ميتواند به برشكاري خود در حالت بدون استفاده از كنترل ارتفاع و برای هوابرش ادامه دهد.
دستگاه دارای چند مد کاری می باشد که شتاب کنترل ارتفاع را جهت تنظیم برش روی ورق (با شیب های معمول) یا لوله (برش با شیب های خیلی شدید) تنظیم میکند. کاربر میتواند در منوی دستگاه با تنظیم پارامترهای Yمد کاری دلخواه خود را انتخاب نماید.
یکی دیگر از قابلیت های این کنترل ارتفاع منوی گسترده ی آن است که با انواع مختلف دستگاه ها و مشکلات آنها قابلیت سازگاری دارد که میتوان به خراب بودن قوس اولیه پلاسما، پایین بودن سرعت موتور، اختلال در عملکرد دستگاه سی ان سی و… اشاره کرد.
از دیگر بخش های دستگاه، سیستم تشخیص خاموش شدن نازل و افتادن ورقه یا خالی شدن زیر تورچ در زمان برشکاری می باشد وهمچنين زماني كه تورچ به ورق برخورد كند دستگاه علاوه بر هشدار صوتي و فرمان توقف به دستگاه، تورچ را بالا ميكشد تا تورچ رها شود و مانع شكستن آن مي شود.
همچنین در زمان عملكرد اتوماتيك دستگاه، اپراتور میتواند با كليد بالابر تورچ را جابجا نمايد و پس از رها سازی کلید بالابر کنترل ارتفاع مجدد فاصله تورچ را کنترل مینماید.
اين كنترل ارتفاع براي موتورهاي بالابر استپر ، سروو، موتور AC همچنين موتورهاي DC با ولتاژ بين محدوده 3 تا 24 ولت قابل استفاده است که ولتاژ و سرعت عملكرد موتور در بخش منوي تعريف سرعت قابل تنظيم مي باشد و به دليل اينكه معمولا به خاطر وزن سنگين تورچ بالابر و كابل و متعلقات هميشه سرعت پايين رفتن بالابر سريع تر از سرعت بالا آمدن آن در موتورهاي DC هست در اين منو سرعت پايين رفتن مجزاي سرعت بالا آمدن تورچ تنظيم ميشود تا باعث يكنواختي سرعت شود.
در منوي تنظيمات كه در ادامه به آن پرداخته ميشود علاوه بر تنظيم سرعت ميتوان زمان بالا آمدن تورچ بعد از هر برش و دقت يا تلورانس دستگاه و نوع NC يا NO بودن ورودي ها را نيز تنظيم نمود.
این دستگاه برای سیستم هایی که ورودی استارت ندارند، دستگاه هایی که سیستم کنترلر آنها قدیمی است و زمان تاخیر نمی پذیرد، پلاسمای آنها خروجی CNC برای کنترل ارتفاع ندارد،پلاسمای آنها قدیمی و حتی ترانسفورماتوری و بدون برد الکترونیکی می باشد، پلاسمای آنها معیوب بوده و قابلیت ایجاد قوس در فاصله کم نداشته باشد و حتما باید اتصال به ورقه انجام شود تا پلاسما روشن شود، موتور بالابر دستگاه خیلی کند است و … قابل استفاده می باشد، زیرا تمام این مشکلات در کار پیش بینی شده و در منوی گسترده کنترل ارتفاع قابل تنظیم می باشد تا دستگاه با این عیوب مچ شود و به کار خود ادامه دهد.
راهنمای نصب سریع
وسایل مورد نیاز:
کابل 0.75*2 :یا همان کابل برق 2 رشته به طول فاصله کنترل ارتفاع تا دستگاه پلاسما، کنترل ارتفاع خود را بالای مانیتور نصب نمایید و به اندازه مسیری که احتیاج هست کابل 0.75*2 از سوکت پشت کنترل ارتفاع تا داخل دستگاه پلاسما (گام-صبا-هایپرم-ایران ترانس-…)برسد را متر بگیرید و همان متراژ کابل تهیه نمایید. توجه داشته باشید چون دستگاه حرکت میکند شاید احتیاج باشد مسیر را از داخل زنجیر انرژی یا طناب نگهدارنده سیمها نیز متراژ بگیرید.و 50 سانت کابل اضافه تر برای داخل دستگاه نیز در نظر بگیرید.

سیم 2 رشته 0.5*2 : یک سیم 2 رشته معمولی و ساده به اندازه طول مسیر از تورچ پلاسما تا کنترل ارتفاع نیاز هست. توجه داشته باشید احتمالا مسیری که متراژ آن را می گیرید از داخل زنجیر انرژی هم عبور می کند.
مقداری سیم تک رشته 0.5*1 : از سیم 0.50 حدود 10 تا 15 متر لازم هست، شما بهتر است بجای 15 متر سیم یک رنگ ، از سیم هایی با رنگ های قرمز، مشکی،آبی،سبز، زرد ، هرکدام حدود 3 متر تهیه نمایید تا به علت رنگی بودن سیمها نصب راحت تری داشته باشید و برای عیب یابی سریع تر به جواب میرسید.
ترمینال شاخه ای 2 خانه: برای دستگاه پلاسما استفاده میشود تا در صورت نیاز به جابجایی دستگاه پلاسما مجبور نباشید کابل 0.75*2 که داخل پلاسما رفته را باز نمایید.
رله: این مورد را باید برسی نمایید که نیاز هست یا خیر، شما رله ای که داخل تابلو برق سی ان سی تان هست و با یک کابل 2 رشته یا سیم 2 رشته به دستگاه پلاسما متصل هست و با فرمان برش یا CUT قطع و وصل میشود را پیدا نمایید برسی نمایید کنتاکت اضافه دارد یا خیر؟ اگر داشت که عالی و نیازی به رله نیست و اگر نداشت باید یک رله کنار آن رله اضافه نماییم یا رله موجود را با رله کنتاکت بالاتر تعویض نماییم. همچنین اگر از هوابرش استفاده نمیشود میتوان کنتاکت مربوط به هواگاز را باز کرده و آن کنتاکت را برای کنترل ارتفاع استفاده کرد.

مراحل نصب برای انواع دستگاه های سی ان سی پلاسما
1- کنترل ارتفاع را بالای مانیتور یا در مکانی در دسترس اوپراتور بگذارید و محکم نمایید و در صورت نیاز مسیری برای سیم های عبوری ایجاد نمایید.
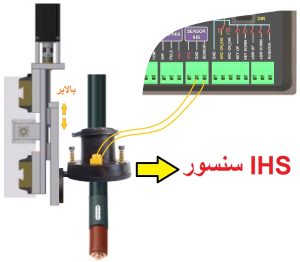
2- سنسورIHS را ببندید و سیم های ترمینال آن را مطابق تصویر به ترمینال کنترل ارتفاع وصل نمایید.(سیم دو رشته 0.5*2 )
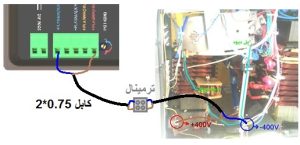
3- قاب دستگاه پلاسما را باز نمایید و طبق تصاویر صفحات 51-49 پایه های 400+ و 400- را پیدا نمایید وبا کابل 0.75*2 آنها را با رعایت جهت مثبت و منفی به پشت کنترل ارتفاع وصل نمایید. بهتر است سیم آبی داخل کابل را هم به عنوان منفی در نظر بگیرید. ترمینال 2 شاخه را هم سر مسیر کابل و بیرون قاب پلاسما قرار دهید.
بهتر است کابل را داخل پلاسما گره بزنید تا کشیده و کنده نشود.
4- سیم فرمان پلاسما که به واسطه آن پلاسما روشن و خاموش میشود را پیدا کرده و یک مسیر آن را بریده و به رله پلاسما پشت کنترل ارتفاع متصل نمایید.

5- رله ای که داخل تابلو برق سی ان سی هست و سیم مرحله 4 به آن بسته میشود را پیدا نمایید (همچنین میتوانید فرمان برش را از داخل سیستم کامپیوتر قطع و وصل نمایید و رله ای که صدا میدهد را پیدا نمایید) و از تیغه های بلااستفاده آن رله برای فرمان کنترل ارتفاع استفاده نمایید.(اگر رله تیغه اضافه نداشت باید یک رله هم ولتاژ با آن رله به مدار اضافه نمایید تا از تیغه رله جدید استفاده نمایید)


6- برای فرمان استارت کافی هست از ورودی خالی برد رادونیکس یا برد مچتری یک انشعاب گرفته و به رله استارت وصل نمایید از پایه دیگر رله استارت به GND برد وصل نمایید. اگر برد دستگاه (مثل p-cut و …) ورودی نداشت از مرحله 6 و 7 صرف نظر نمایید. در ادامه برای ورودی برد رادونیکس توضیحات داده شده.
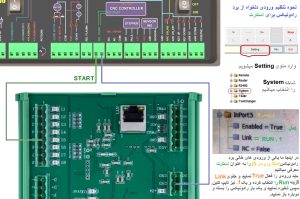
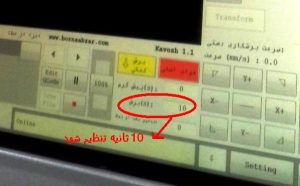
اگر دستگاه ورودی استارت نداشت شما بجای زمان 10 ثانیه برای cut یا برش باید زمانی حدود 5-7 ثانیه بگذارید و این زمان 5-7 ثانیه باید طوری باشد که بعد از لمس ورقه و سوراخ کاری، دستگاه حرکت کند.
7- برای فرمان استوپ کافی هست از ورودی خالی برد رادونیکس یا برد مچتری یک انشعاب گرفته و به رله REL ERROR )پایه (COMوصل نمایید از پایه دیگر رله استوپ (NO)به GND برد وصل نمایید. اگر برد دستگاه (مثل p-cut و …) ورودی نداشت از مرحله 6 و 7 صرف نظر نمایید. در ادامه برای ورودی برد رادونیکس توضیحات داده شده.
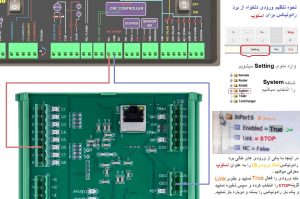
اگر دستگاه ورودی استوپ نداشت در زمان خاموش شدن نازل یا برخورد نازل با ورق بالا آمده فقط نازل بالا کشیده میشود و کنترل ارتفاع هشدار بیزر خود را به صدا در میاورد. ولی دستگاه متوقف نمی شود.
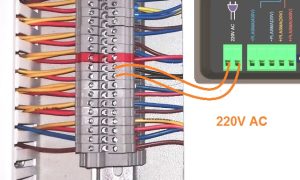
8- برای برق کنترل ارتفاع کافی هست 2 رشته سیم از ترمینال برق انشعاب گرفته و به ورودی 220 ولت کنترل ارتفاع وصل نماییم.

9- موتور بالابر خود را برسی نمایید
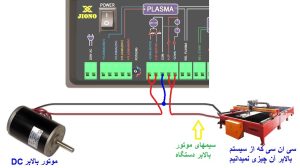
اگر موتور بالابر DC هست دو رشته سیمی که نهایتا وارد موتور میشود را پیدا کرده یک رشته را قطع نمایید و یک رشته را لخت نمایید، طبق تصویر زیر سیم های قطع شده به ورودی و خروجی های سوکت موتور در کنترل ارتفاع میروند و سیم لخت شده به com سوکت موتور میروند.به اینکه کدام سیم باید قطع شود و کدام سیم باید لخت شود، توجه نکنید و بعد از روشن کردن کنترل ارتفاع اگر جهت های بالا و پایین کنترل ارتفاع درست عمل کرد که درست وصل کردید. و اگر معکوس عمل کرد باید جای دو تا سیم هایی که قطع نمودید و لخت نمودید را برعکس نمایید. توجه داشته باشید کلیدهای بالابر شما حتی در زمان اتومات کار کردن کنترل ارتفاع و یا خاموش نمودن کنترل ارتفاع جهت کار با هوابرش باز هم فعال می مانند.
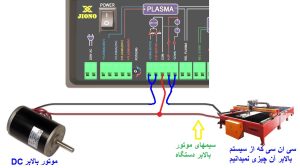
در صورتی که جهت های بالا و پایین کنترل ارتفاع معکوس عمل نمودند و موتور عکس جهت ها کار کرد سیم ها را به صورت زیر تغییر دهید.
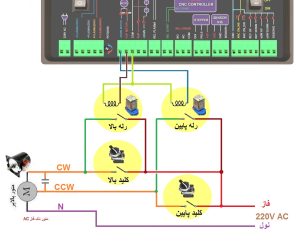
اگر موتور بالابر AC 220V هست نیاز به تهیه 2 عدد رله 12 ولت DC دارید. اگر سیستم دستگاه شما 24 ولت باشد رله های 24 تهیه فرمایید ( در جاهایی که دسترسی به لوازم الکترونیکی سخت هست میتوانید از لوازم یدکی ماشین نیز رله تهیه فرمایید.)، رله ها را پشت کلیدهای بالابر قرار دهید تا رله ها نیز بتوانند اتصال بالابر را وصل نمایند و بوبین رله ها را مطابق تصویر به کنترل ارتفاع وصل نمایید. توجه داشته باشید در هنگام تنظیم سرعت موتور در منوی کنترل ارتفاع، سرعت بالا A و سرعت پایین b را 85 قرار دهید.
اگر موتور بالابر استپر هست سیمهای فرمانی که به درایور موتور استپر وارد میشود را باز کرده و مانند تصویر زیر از سوکت کنترل ارتفاع سیم وصل نمایید.
اگر جهت موتور استپر برعکس جهت کنترل ارتفاع بود جای سیم های A+ و A- را در موتور استپر معکوس نمایید و جهت تنظیم سرعت موتور استپر میتوانید گام موتور استپر را از روی درایور تغییر دهید.

سیم کشی دستگاه به پایان رسید در ادامه به بخش راه اندازی و تنظیم کنترل ارتفاع صفحه 23 دفترچه مراجعه فرمایید.
مراحل نصب برای دستگاه های شرکت برنا ابزارتوس
1- کنترل ارتفاع را بالای مانیتور بگذارید و پشت کنترل ارتفاع و در راستای داکت پشت مانیتور حفره ای جهت عبور سیم ها ایجاد نمایید.

2- سنسورIHS را ببندید و سیم های ترمینال آن را مطابق تصویر به ترمینال کنترل ارتفاع وصل نمایید.(سیم دو رشته 0.5*2 )
3- قاب دستگاه پلاسما را باز نمایید و طبق تصاویر صفحات 51-49 پایه های 400+ و 400- را پیدا نمایید و با کابل 0.75*2 آنها را با رعایت جهت مثبت و منفی به پشت کنترل ارتفاع وصل نمایید. بهتر است سیم آبی داخل کابل را هم به عنوان منفی در نظر بگیرید. ترمینال 2 شاخه را هم سر مسیر کابل و بیرون قاب پلاسما قرار دهید.
بهتر است کابل را داخل پلاسما گره بزنید تا کشیده و کنده نشود.
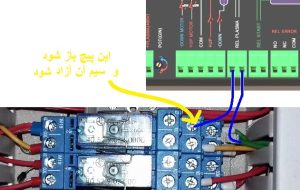
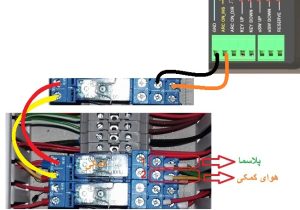
4- سیم فرمان پلاسما به رله بالایی متصل شده ، یک پیچ ترمینال مشخص شده را باز نمایید، سیم را از داخل ترمینال خارج کرده و به آن سیم آبی 0.5 متصل نمایید و چسب برق بزنید و به سوکت پشت کنترل ارتفاع REL PLASMA بیاورید. از خانه دوم سوکت با سیم آبی برگردید و به ترمینال رله متصل کنید.
5- بعضی دستگاه های برنا ابزار رله 3 یا 4 کنتاکت برای پلاسما دارند، اما اگر دستگاه شما مانند تصاویر رله 2 کنتاکت داشت و نخواستید هوا برش را از مدار خارج نمایید یک رله با پایه رله (هم ولتاژ با رله ای که بر روی دستگاه نصب هست ) تهیه فرمایید و مانند تصویر زیر روی ترمینال فلزی نصب نموده و اتصال سیم های آن را مطابق تصویر زیر انجام دهید.
6- برای فرمان استارت کافی هست از سیم سبز در ورودی برد رادونیکس یا برد مچتری یک انشعاب گرفته و به رله استارت وصل نمایید از پایه دیگر رله استارت به GND برد وصل نمایید. (اتصال موازی) مانند تصویر

7- برای فرمان استوپ کافی هست سیم قرمز ورودی برد رادونیکس یا مچتری را باز کرده به آن سیم قرمز اضافه کرده و چسب بزنین، سپس ادامه سیم را به رله REL ERRORپشت کنترل ارتفاع و پایه NC برده و از پایه COM پشت کنترل ارتفاع برگردید و به همان ورودی که سیم قرمز به آن متصل بود وصل نمایید.(اتصال سری)

8- برای برق کنترل ارتفاع کافی هست 2 رشته سیم از ترمینال برق انشعاب گرفته و به ورودی 220 ولت کنترل ارتفاع وصل نماییم.
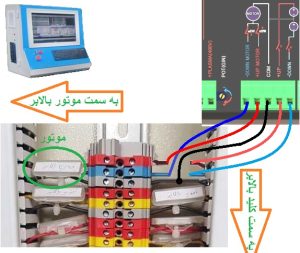
9- برای موتور بالابر در سیستم های برنا ابزار 2 مدل تابلو برق وجود دارد که در تصاویر برای هر دو مدل توضیح داده میشود. شما می بایست سیمهای قرمز و آبی که از سمت کلید آمده است را از زیر ترمینال باز نموده، به آنها سیم اضافه نمایید و چسب برق بزنید. سیم ها را به سوکت پشت کنترل ارتفاع پایه های UP و DOWN ببرید، سپس از پایه های UP MOTOR و DOWN MOTOR سیم متصل نموده و زیر پایه های همان ترمینال هایی که سیم ها را باز کردید، ببندید. از پایه COM هم یک سیم مشکی به سیم مشکی ترمینالها متصل نمایید.

توجه داشته باشید کلیدهای بالابر شما حتی در زمان اتومات کار کردن کنترل ارتفاع و یا خاموش نمودن کنترل ارتفاع جهت کار با هوابرش باز هم فعال میمانند.
نصب کنترل ارتفاع و سیم کشی آن در دستگاه برنا ابزار تمام شده و در ادامه نحوه راه اندازی و استفاده آمده است.
راه اندازی سریع کنترل ارتفاع :
ابتدا برق کنترل ارتفاع را که وصل مینماییم دستگاه شروع به بوق زدن میکند و نازل را بالا میاورد.(اگر نازل پایین برود یعنی سیم های موتور را معکوس وصل نموده اید.)

در اینجا سریعا با نگه داشتن کلیدAuto Enable به مدت چند ثانیه وارد منوی کنترل ارتفاع می شوید. سپس با چند بار فشردن IHS Test منو را تغییر دهید تا وارد گزینه F. 0 شوید. کلید UP را چند بار بزنید تا F. 4 شود و با کلید Arc Test ذخیره نمایید و از منو خارج شوید. (تعریف هولدر سنسور IHS به عنوان NC انجام شد.)
دیگر دستگاه بوق نمیزند. کلید های بالا و پایین را تست نمایید و اگر سرعت موتور کم بود با گزینه های A و b سرعت موتور را برای بالا و پایین جداگانه تنظیم نمایید.

توجه داشته باشید که چراغ Auto Enable باید روشن باشد، اگر خاموش بود با فشردن کلید آن را روشن نمایید. سپس نازل را با دست کج نمایید. دستگاه علاوه بر هشدار صوتی باید نازل را بالا بکشد. در ادامه کار زیر نازل ورق آهن بگذارید و کلید HIS Test را بزنید، نازل پایین آمده و ورق را لمس مینماید و بالا میرود.
میزان بالا رفتن نازل بعد لمس ورق را با ولوم Set IHS قابل تنظیم است. این فاصله شروع کار یا فاصله سوراخ کاری اولیه هست. اگر سرعت موتور شما پایین باشد و ولوم را حداکثر هم گذاشته اید و به فاصله مورد قبولی نمی رسید، از داخل منو گزینه P. 1 را بیشتر نمایید.
سپس دستگاه پلاسمای خود را روشن نمایید و نازل را نزدیک ورق تنظیم نمایید، آنگاه کلید Arc Test را بزنید صفحه شروع به چشمک زدن مینماید. از داخل سیستم کامپیوتر به مدت چند ثانیه پلاسما را روشن نمایید تا قوس برقرار شود و شما صفحه کنترل ارتفاع را مشاهده بفرمایید. در صفحه کنترل ارتفاع بعد روشن شدن قوس عددی نمایش میدهد که در حال تغییر هست و بازه آن بین 80 تا 180 هست.
این عدد نشان دهنده صحت سیم کشی ولتاژ 400 ولت پلاسما هست که از داخل دستگاه پلاسما با کابل گرفتید.
اگر استارت و استوپ خود را هم به برد کنترلر وصل کردید و درست هم وصل و تنظیم هم کردید با کلیدهای ریموت دستگاه باید نقشه را اجرا و متوقف نماید.
حال نوبت به شروع کار هست، شما ابتدا زمان برش یا CUT را داخل سیستم اگر استارت را وصل کردید 10 ثانیه و اگر هم وصل نکردید حدود 6 ثانیه تنظیم نمایید.(صفحه 40 دفترچه توضیح کامل)
زمانی را که نیاز دارید برای سوراخ کردن ورقه و قبلا داخل نرم افزار عدد میدادید را با ولوم Set Pierce تنظیم نمایید.(این زمان برای دستگاه هایی که ورودی استارت دارند دقیق هست و برای باقی دستگاه ها کمی بیشتر قرار دهید.)
سپس کلید پشت کنترل ارتفاع را روی حالت 1 قرار دهید و ولوم اصلی فاصله را ابتدا عددی در حدود 120 قرار دهید.
نقشه و برش را اجرا نمایید. کنترل ارتفاع اول شروع برش پایین آمده ورق را لمس میکند و فاصله کمی به اندازه ولوم Set IHS از ورق میگیرد. سپس پلاسما را روشن میکند و به اندازه زمان ولوم Set Pierce صبر میکند.(اگر دستگاه ورودی استارت نداشته باشد احتمالا زودتر یا دیرتر حرکت میکند که شما باید زمان سوراخ کاری را تغییر دهید) سپس دستگاه حرکت کرده و کنترل ارتفاع فاصله قوس را نسبت به عددی که با ولوم اصلی Arc Voltage تنظیم کردید کنترل مینماید. در هنگام برش شما میتوانید ولوم اصلی را کم یا زیاد کرده و فاصله دلخواه خود را بدست آورید.
بعد از برش نازل بالا میاید و سر برش بعدی دوباره پایین رفته تا ورق را لمس نماید.
اگر کارهایتان نزدیک به هم هست و نیازی به بالا رفتن و لمس مجدد ورق نیست کلید پشت کنترل ارتفاع را در حالت 2 قرار دهید.
در حین کار کنترل ارتفاع شما نیز میتوانید با کلیدهای بالابر یا ریموت، نازل را کنترل نمایید.
اگر در حین برش با بالا و پایین رفتن و بازی بازی نازل مواجه شدید گزینه E را افزایش دهید یا کمی از سرعت موتورها در گزینه A و b بکاهید.
اگر سرعت موتور پایین بود و کنترل ارتفاع قادر به پاسخ گویی در شیب های تند را نداشت گزینه y را تغییر دهید و در Y=2 و Y=3 گزینه S که سرعت عملکرد اتوماتیک هست را افزایش دهید. در تصویر زیر انواع سیستم کاری Y را مشاهده میکنید که در رفتار دستگاه در هنگام برش نقش مهمی دارد. ترمز در بعضی از Y ها موجود هست که از ادامه حرکت نازل بعد حرکت جلوگیری میکند و برای موتور های DC کاربرد دارد.
الگوریتم های حرکت موتور Yمتفاوت هست که همینطور که در تصویر میبینید سرعت موتور بالابر نسبت به فاصله تغییر میکند و در نزدیکی فاصله مورد نظر قابلیت ترمز گیری نیز دارد تا موتور بهتر و با دقت بالاتر کنترل شود.
 [/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][/vc_column][/vc_row]
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][/vc_column][/vc_row]